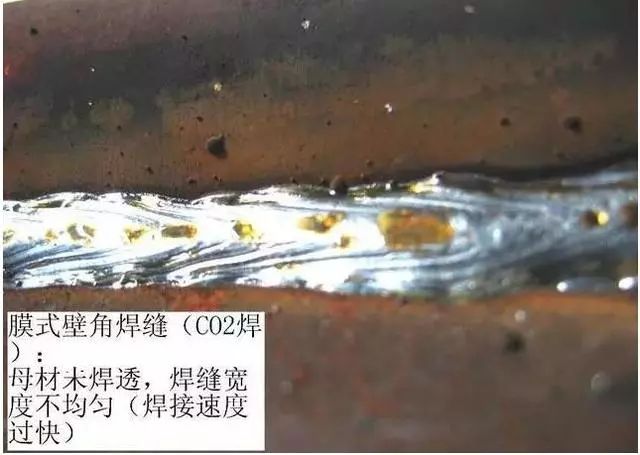
二保焊:母材未焊透,焊縫寬度不均勻(焊接速度過快)。

手工電弧焊:熄弧時間過短,未作幾次環形運條,以繼續添加一定量的熔化金屬。

接頭是沒有接好,導致焊縫沒有連接好。
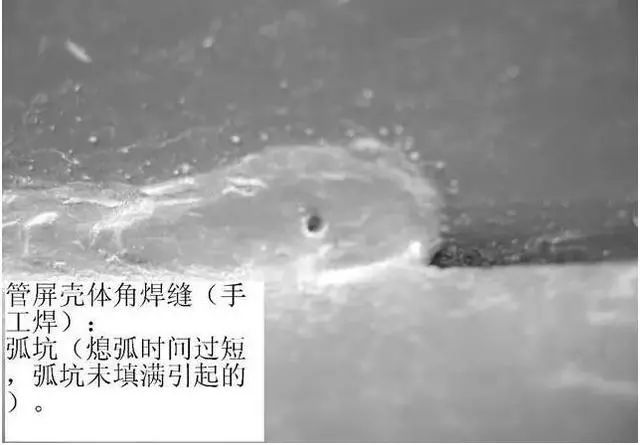
熄弧時間過短過快,造成弧坑未填滿不平整。

埋弧焊:焊速過快,電壓偏大。出現單個氣孔。

埋弧焊:出現成排蜂窩狀氣孔,成因大致為焊劑未烘幹、工件油銹等清理不夠。
最後給咱們發幾張好的焊件

較好的焊縫接頭和熄弧

鎢極氬弧焊:成形較好的管子對接接頭
再發幾張大神焊接作品


傳說中的魚鱗紋!

角焊縫
廣 告
廣告佳位 虛位以待拒絕六芯,走上顛覆性的焊機時代!
這個中國最大的焊接配件集散地,明年將迎來巨大的……
核電站不銹鋼管道T形坡口的焊接,太詳細了!
感謝您抽出·來閱讀此文
↓↓↓





